**Abstract:**
This paper presents a method for process generation in CAPP (Computer-Aided Process Planning). The process generation of parts involves reverse reasoning from the final part to the blank, creating a processing chain for each surface element. By analyzing and reconstructing these chains, the machining technology for the part is effectively developed.
Keywords: CAD, CAPP, surface features
In every aspect of CAPP, it is essential to extract information from CAD systems to generate process documentation. The creation of a process plan involves multiple stages, including determining the machining method, arranging the sequence of operations, calculating dimensional chains, selecting tools and measuring instruments, choosing machine tools, defining fixtures, and designing the blank. For an efficient CAPP system, improving these aspects is crucial. This paper introduces a successful approach to generating and recombining process chains, specifically for rotating body parts.
**First, the overall structure of the system**
The system begins by converting CAD data into a format that CAPP can use, ensuring seamless integration between CAD and CAPP. This avoids redundant data entry. The system then preprocesses the information, identifies various surface elements, and generates a processing chain based on the requirements of each surface, such as accuracy and surface roughness. After breaking down the chain, the system reorganizes the process steps to form a complete manufacturing plan. A block diagram of the system is shown in Figure 1.
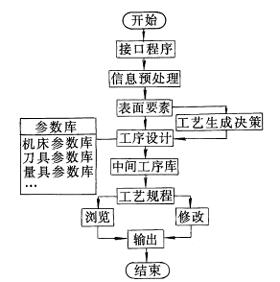
The system follows a modular design, consisting of an information interface module, a process generation module, and a system maintenance module. This modularity allows for easy addition or modification of functions. In the process generation module, key libraries such as surface features, machining allowances, machine tool parameters, and tool parameters are well-organized during development, providing a solid foundation for future expansion to non-rotating parts.
**Second, process generation method**
In the design of CAPP, generating accurate process documents is the core task. This involves multiple components, such as blank design, process planning (including positioning, clamping, sequence arrangement, and heat treatment), dimension calculation, machine tool selection, and tool and gauge determination. Each of these is implemented through dedicated modules. The key challenge lies in generating different processing chains for various surface features and using logical judgments from other modules to finalize the production process.
1. **Routing decision**
The processing chain is determined based on the surface features of the part, such as machining accuracy, surface roughness, heat treatment conditions, batch size, and blank type. For example, if a surface is cylindrical with an accuracy of IT7 or better, or a surface roughness of Ra ≤ 1.6 μm, the final machining step would be grinding, forming a chain like rough turning → finish turning → grinding. The system calculates the required dimensions and allowances using the machining allowance database, enabling precise estimation of pre-grinding sizes.
In Figure 2, a shaft has five surface elements, with four main and one auxiliary. The system generates a separate processing chain for each. For instance, the outer circle (element 1) may follow the sequence: rough turning → finish turning → grinding. These chains are then analyzed and combined to form the full process.
Table 1 shows the generated processing chains for each surface element, including roughing, finishing, grinding, and slot milling. The system organizes these chains logically, grouping similar operations together. For example, all roughing steps are grouped into one process. The system also determines the sequence of operations based on the part’s geometry, such as identifying the largest diameter to determine the machining order.
For the key groove (element 2), the process sequence is determined by the principle of "coarse first, then fine." Heat treatment steps are automatically inserted based on the technical requirements of the part. The concentration or dispersion of processes depends on the production volume and complexity of the part.
The final process for the part (excluding heat treatment) is: Roughing → Finishing → Milling → Grooving.
2. **Determination of steps**
Each step in the process corresponds to the machining of a specific surface. For example, in the grinding operation, the final size of the part is known, and the previous size before grinding can be calculated. This helps determine the dimensions at each stage of the process.
3. **Choice of machine tools**
Machine tool specifications and machining capabilities are stored in a database. Based on the surface features, machining method, and required dimensions, the system automatically selects the appropriate machine tool. For example, a lathe is chosen based on the maximum diameter, total length, and whether it is for rough or finish machining.
4. **Selection of process equipment**
Tools, gauges, and fixtures are selected from predefined libraries using decision logic. The system searches for matching items and integrates them into the process plan.
**Third, system design requirements**
The system requires a computer with at least a 486 CPU and 16MB of memory, running under Windows. It is developed using Visual C++ and uses Visual FoxPro for the database. The modular design allows for easy updates and maintenance. The system also supports data modification, printing, reporting, and querying, ensuring flexibility and real-time updates according to production needs.
**Fourth, conclusion**
By organizing part information into surface elements, the system automatically generates processing chains for each. Through analysis, reconstruction, and combination of these chains, the complete machining process for the part is successfully created. This approach enhances efficiency and accuracy in process planning, making it a valuable tool for modern manufacturing.
Pneumatic Pressure Regulator,Smc Filter Regulator,Air Filter Regulator,Festo Filter Regulator
ShinYee (Zhejiang) Pneumatic Technology Co., LTD , https://www.pneuvalve.com